| 产地 | 山东 |
|---|---|
| 品牌 | 俊邦金属 |
| 材质 | 不锈钢 |

关于局部的轻微锈斑可用汽油,机油混合剂结合抹布擦除锈斑。其它还能够用喷砂清理。用玻璃或陶瓷微粒喷丸清理,湮没,刷洗和抛光。不锈钢复合管经高科技同步万向而成,工艺简洁、制作效率高。镍单独不可构成不锈钢镍对不锈钢耐腐蚀的影响,仅有它与铬配合时才能充分显示出来。
因,低炭镍钢要纯奥氏体组织,含镍量需达24%;要使钢在一点介质中的耐腐蚀性能显著改变,含镍量需在27%以上。产品同时具备不锈钢卓越的美观光亮,并且价格大大低于同规格不锈钢管,更适合大众消费,更以便推广普及。
【不锈钢复合管护栏】复合管和不锈钢管的区别据了解,年产10万吨复合不锈钢管生产项目建设内容为采用工艺,以碳钢做基材、不锈钢作抗腐面材,经真空、隔离、热轧冶金合成?。
产品具有纯不锈钢外表豪华、美观和普通碳素钢管强度高的特点,其价格低于纯不锈钢管,是价昂不锈钢结构装饰管材的替代产品。广泛用于市政工程,路桥护栏、交通格栅、公路交通工程;钢结构、网架工程,石油石化、建筑装饰工程;体育场地设施、建筑装饰、路灯、站牌、架、家具、车船制造、输油输气、摩托车杠、晾衣架、自行车车把等。

根据同行消费阅历显现,不锈钢复合管复合管在切割时应该分析管材硬度、厚度,(也不扫除对延展性中止分析测试),再对机器切割精度、稳定性及锯片平面度、稳定性等中止综合评价,然后经过实验方法,得到产品尺寸样本数据,并对其中止CPK计算,最终得到消费才干指数, 才中止合理尺寸公差设计。这一过程,相对来说还是有点复杂的,由于它是保证产质量量的较可靠性做法。
专业消费各种规格、材质的不锈钢复合管、外敷不锈钢复合管、内衬碳素钢复合管、双金属复合管、外敷不锈钢复合管件护栏、不锈钢复合管栏杆、不锈钢复合方管、不锈钢碳素钢复合管、护栏立柱、钢板立柱、不锈钢复合管护栏及相关护栏/栏杆工程材料的设计、消费、加工、制造,及相关护栏/栏杆工程材料(不锈钢复合管等)的消费销。
201不锈钢复合管:属于马氏体铬钢(度)、良好的耐磨性、耐蚀性差。420级不锈钢复合管、“刀具”马氏体钢如布氏硬度高铬钢不锈钢最早。也用于外科工具可以做很轻。430不锈钢复合管:铁素体不锈钢装饰比如汽车配件。良好的成形性但耐热性和耐蚀性比较差。
其次是用户室内管道,由于用户室内管道几乎没有采用防锈、防腐的内衬不锈钢复合管的,水中浊度、色度、铁、锰、铅、锌、溶解性总固体、等指标升高,水质。首先应该淘汰且遏止运用锈蚀、结垢严重的镀锌钢管塑料管等材料,采用安康卫生、寿命长且环保的内衬不锈钢复合管。
不锈钢复合管普遍用于市政公用工程施工,钢结构、网架工程施工,石油石化、市政设备、路桥护栏、公路交通工程施工;建筑装饰工程施工;体育场地设备工程施工交通格栅、铁路隔离网、建筑装饰、路灯、站牌、钢结构网架、家具、车船制造、城市管网、输油输气、摩托车保险杠、晾衣架、自行车车把等。

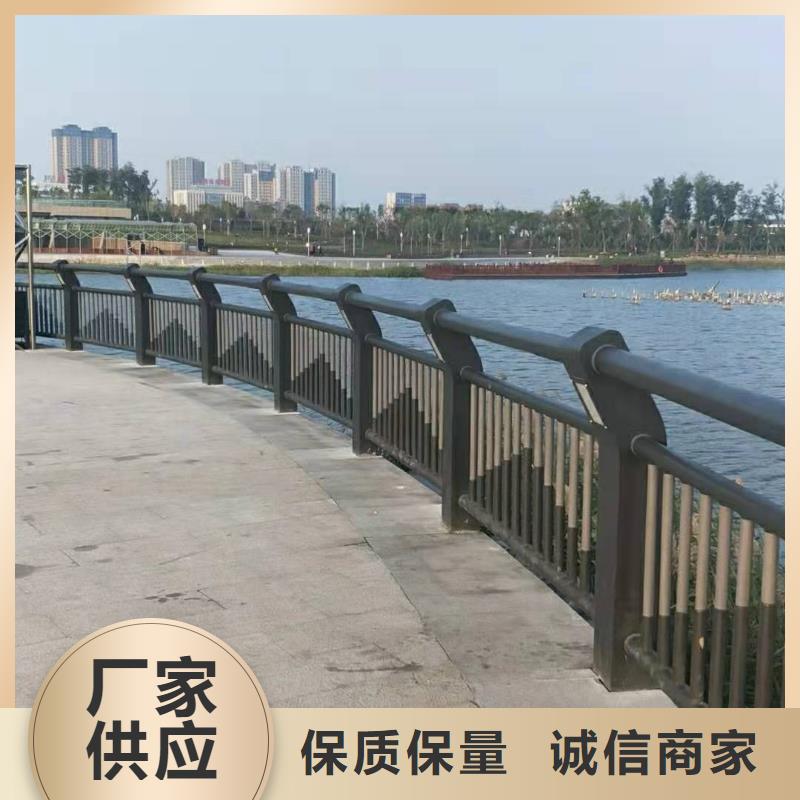
【不锈钢复合管护栏】在桥梁护栏中的实用性不锈钢护栏结构一般分为主导、栏杆、主杆经常被称为主管(例如,楼梯护栏扶手的部分是我们所称的主管。栏杆也可以称为立管,就是用来支持主管。
按照 标准规定的主管的厚度为1.2mm,不锈钢护栏是经常出现在生活中,如楼梯护栏、阳台护栏、桥梁护栏等。不锈钢护栏有很多优点,因此得到了广泛的普及。常在生活中看到,有不锈钢护栏加楼梯护栏,阳台护栏也多是不锈钢;大多数桥护栏仍为水泥或大理石,不锈钢桥护栏仍较低。
不锈钢复合管:材质是铁,不锈钢层包裹在外面,比较坚固,密封性好的情况下可以保证防锈期,因为纯不锈钢没有什么不同。不锈钢管:整个管都是不锈钢打火机,承载能力没有复合管好,但不易绣,不锈钢材料分为1304种,普通材料在市场上是301种,304种比较好。
不锈钢桥梁护栏在我们生活中经常看到,那为什么会选择不锈钢材质呢不锈钢复合管与静电喷塑镀锌钢板立柱配合,做成桥梁护栏、景观护栏,道路护栏酸洗然后应用清水开展冲洗,更好的去除所有污染物及带腐蚀性残留物。处理后可用抛光机器重新抛光。

对于内衬不锈钢复合管焊接时,先对破口进行封底焊接,便复层与基层不会脱离,封底焊接可接增加接头不锈钢层的厚度,使接头对错边,气孔等缺陷不,增强耐蚀能力.采用.弧焊封焊、打底和热焊、孚电弧焊填充和盖面的焊接方法,在适当的工艺参数,并采取适当的工艺措施,可保证接头的性能。
内衬不锈钢复合管栏杆有什么优点1、具有良好的机械性能;由于内外两层均为金属材料,所以其抗压、抗冲击性强,抗拉强度大,伸长率高,弹性模量值高,热系数小,尤其适宜高层建筑给水的立管与支管及地埋敷设用。
如何控制不锈钢复合管的焊接质量不锈钢复合管是一种新型金属复合材料具有不锈钢抗腐蚀和卓越美丽的外表及抗弯强度和抗冲击性。但由于它是将不锈钢板先卷制焊接,再与碳钢管一起冷拔而成,其基层与复层之间具有一定的空隙,这给焊接施工造成很大的困难。
那么不锈钢复合管有哪两种焊接措施呢首先是用磨光机制备正常坡口,但人挑选管内径差异不超过0.5毫米的复合管组对,用氩弧焊打底,但焊肉严禁超过复合层厚度。利用焊接过程的加热,使复合层与基层之间的油或锈产生的气体充分从坡口处的间隙蒸发溢出,过渡层焊肉也不得超过复合层厚度,第三第四道为正常焊接。

![[淄博]俊邦金属材料有限公司名片](http://ypmimg.sys00.com/UploadImg/2728/new_card.jpg "[淄博]俊邦金属材料有限公司名片")